PE电熔管件实用技术
发布时间:2021-05-11 人气:1248 来源:

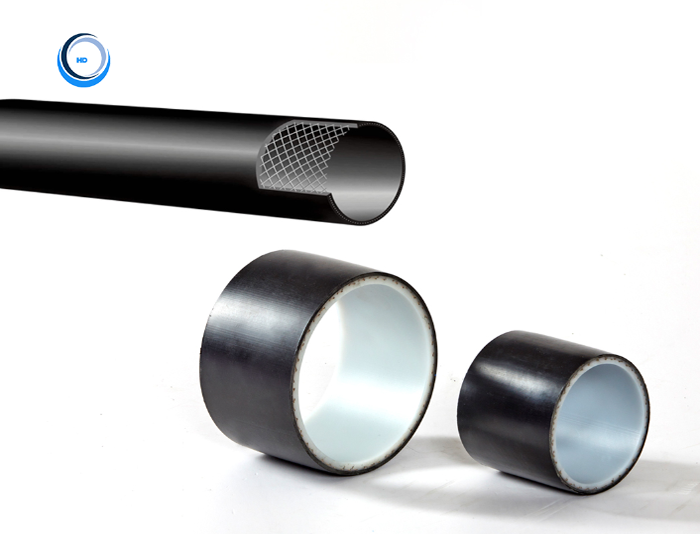
PE管焊接常用的两种方法:热熔连接和电熔连接。电熔焊接头是受外部环境影响最小的焊接方法。焊接时,电熔管是片状的管,然后电熔管是精力充沛根据指定的参数(时间、电压等),以便电熔管的内表面和外表面插入管的融化和焊接。冷却后,管子和管件熔合在一起。
今天迪崽来和大家分享一下,电熔管件实际使用中的一些需要注意的要点:
1、管材切割
管道的连接端应垂直切割,以保证有足够的焊接面积。常用的切割工具有旋切机、锯弓、塑料管剪刀等。切割时不允许高温,避免管道高温变形。用记号笔测量并标记管道上的管件或焊接部位的深度。小心切断垂直于轴线的管道端面。清理完管道的焊接区域后,应重新标记管件的深度。如果管道端面不垂直于轴线切割,就会暴露部分焊接区域,从而导致焊接事故和熔融物质流入管道,导致管道质量隐患。
2、清洁接头
PE管储存一段时间后,其表面会形成一层氧化物。焊接前,焊接区域的氧化层必须完全去除,否则会影响焊接质量,造成安全隐患。管道和配件的焊接表面必须绝对干净、干燥和无油脂。刮去氧化层后,可在安装前用聚乙烯专用清洗剂或96%以上酒精和无级无色纸清洗,并标记插入深度线。
3、通电熔接
加热时间和电压应符合焊机和熔合厂家的要求,以确保在最佳电压和加热时间下获得最佳焊接接头。上电前应注意使用的电压和输入电缆的截面积。将焊机插入管件插座,并准确输入管件上标记的焊接时间(FUS10N)和冷却时间(COOL)。按下确定按钮,焊工将再次显示焊接参数。确认焊接完成后,再次按下启动按钮开始焊接。焊接过程结束后,焊机会自动报警。请在管道上记录焊接参数、操作时间和操作人员。
PE电熔管件焊接温度:190℃+/-10℃。PE管材焊接的一般原理:PE可以在190-240范围内熔化(不同牌号的原料熔化温度一般不同)。此时,管道与管件的两个熔化部分充分接触,并保持适当的压力(焊接压力,由于焊接过程中聚乙烯本身的热膨胀)。只有冷却到常温后,管件和材料才能达到其最大抗压强度。

 川公网安备51012902000139号
川公网安备51012902000139号

 QQ客服
QQ客服